Inhalte des Kapitels
1. Kurzbeschreibung
2. Ablauf und Steuerungsbeschreibung
3. Parametrierung
4. Kantenverbindungen
1. Kurzbeschreibung
Ein Durchlaufprozess (Lead Process) verhält sich prinzipiell wie ein einfacher Prozess. Der Unterschied besteht darin, dass neben einer Ist-Taktzeit noch eine Durchlaufzeit definiert wird.
2. Ablauf und Steuerungsbeschreibung
Die Informationen über das zu bearbeitende Produkt kommen über einen Produktionsauftrag an. Ein PPS, ein nachfolgender Supermarket oder ein Kanban Objekt erstellen Produktionsaufträge.
Der Prozess bestellt die Basis-Produkte, die für den Fertigungsauftrag benötigt werden, von einem vorhergehenden Inventory, Supermarket oder Supplier.
Häufig werden Prozesse nicht nur mit Fertigungsaufträgen aus nur einer Produktionslinie beaufschlagt, sondern auch für Fertigungsaufträgen aus anderen Produktionslinien.
Mittels dem ForeignOrder Objekt können diese geteilten Ressourcen (shared resources) auf das jeweilige Prozess Objekt projektiert werden.
Physikalisch können Sie sich dieses Objekt wie einen Durchlaufofen vorstellen, bei dem die Produkte eine bestimmte Zeit benötigen um vom Einlauf in den Ofen bis zum Auslauf aus dem Ofen zu kommen (Durchlaufzeit).
Aber alle x Sekunden kommen Teile aus dem Ofen, wobei x die Ist-Taktzeit ist. Wenn die Durchlaufzeit gleich der Ist-Taktzeit ist, verhält sich das Objekt wie ein einfacher Prozess
Weiterhin kann unterschieden werden, ob der jeweilige Prozess zur Wertsteigerung des fertigen Produktes beiträgt oder nicht.
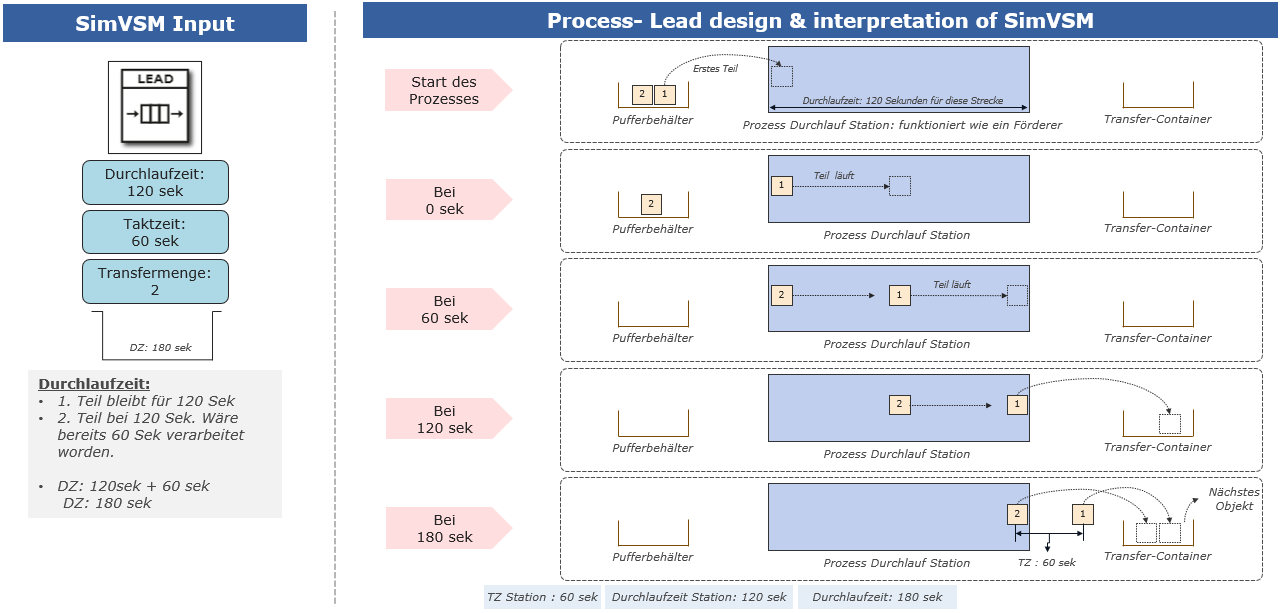
Abbildung 1 - Ablauf und Steuerungsbeschreibung
3. Parametrierung

Abbildung 2 - Prozess (Durchlauf)
|
Prozess Parameter
|
Erforderlich
|
Beschreibung
|
|
nein
|
Name des Objektes
|
Produkte
|
nein
|
Produkte des Objektes
|
|
nein
|
Festlegung, ob ein Prozess zur Wertsteigerung eines Produktes beiträgt
|
|
ja
|
Anzahl der zugewiesenen Mitarbeiter pro Prozess
|
Rüstzeit
|
ja
|
Benötigte Zeit, die ein Objekt braucht, um sich für ein anstehendes Produkt zu rüsten
|
Rüstmatrix anlegen
|
nein
|
Öffnet eine neue Ansicht, um eine Rüstmatrix zu definieren
|
|
ja
|
Zuverlässigkeit (in %), mit der ein Objekt ohne Störungen in Betrieb ist.
Prozentualer Anteil bezieht sich nur auf den Zustand Arbeitszeit (Maschine wird nicht während Ungeplant, Pausiert, Wartend oder Rüstend gestört).
|
MTTR
|
ja
|
Meantime to Repair: Benötigte Zeit um eine Störung zu beheben
|
|
ja
|
Logik nach der die Produkte das Objekt verlassen
Verfügbare Modi:
•Zyklisch (blockierend)
•Bei Nachfolger 1 beginnen (zyklisch, nicht blockierend, jede Prüfung mit Start bei 1. Nachfolger; entspricht etwa „Überlaufsteuerung“)
•Erster freier Nachfolger (zyklisch, nicht blockierend, Start bei letztem Nachfolger + 1)
•Geringste Belegung (geringste relative kapazitive Belegung; ohne Pausiert und Gestört-Anteile, gewichtet nach Zeit) |
|
nein
|
Zuweisung von Arbeits- und Ruhezeiten
|
|
nein
|
Festlegung, ob Basisprodukte für Auftragsstart vorhanden sind oder nicht
|
|
nein
|
Benutzerdefinierte Notizen und Anmerkungen
|
Produkt Parameter
|
Erforderlich
|
Beschreibung
|
Produkt
|
ja
|
Produkt, welches bearbeitet werden soll
|
Basisprodukt
|
ja
|
Benötigtes Produkt, um ausgewähltes Produkt herzustellen
|
|
ja
|
Anzahl an benötigter Basisprodukte
|
|
ja
|
Menge an produzierten Produkten
|
Durchlaufzeit
|
ja
|
Zeit zwischen dem Eintritt und dem Austritt eines Objektes
|
Plan-Zykluszeit
|
nein
|
Durchschnittliche geplante Taktzeit pro Tag
|
Ist-Zykluszeit
|
ja
|
zeitlicher Abstand zwischen zwei Produkten (unabhängig von der Losgröße)
|
Weitergabemenge
|
ja
|
Benötigte Menge an Produkten vor der Weitergabe (unabhängig von der Losgröße)
|
|
ja
|
Wahrscheinlichkeit (in %), mit der Produkte zur Nacharbeit markiert werden. Ausgewählte Produkte werden an der ersten möglichen Stelle bearbeitet.
Nacharbeit kann etwa in der Station selbst oder bei der nächsten Abzweigung für Nacharbeit (entsprechende Kante) erfolgen.
Ein Teil ist am Ende einer Bearbeitung entweder Ausschuss oder Nacharbeit, d.h. ein als nachzuarbeitendes Teil wird in derselben Station nicht vernichtet ([Prozent-Gutteile +] Prozent Ausschuss + Prozent Nacharbeit)
|
|
ja
|
Wahrscheinlichkeit (in %), mit der Produkte als nicht brauchbar markiert werden. Ausgewählte Produkte werden nach der Bearbeitung sofort gelöscht.
Ein Teil ist am Ende einer Bearbeitung entweder Ausschuss oder Nacharbeit, d.h. ein zu vernichtendes Teil wird nicht in der Station auch nachgearbeitet ([Prozent-Gutteile +] Prozent Ausschuss + Prozent Nacharbeit)
|
|
nein
|
Position des Auftrags in der Auftragsliste. Je höher die Priorität, desto früher wird der jeweilige Auftrag bearbeitet
|
|
4. Kantenverbindungen
siehe Kapitel Mögliche Verbindungen zu Objekten
© SimPlan AG - AG Hanau HRB 6845 - info@simplan.de - www.simplan.de