Inhalte des Kapitels
1. Kurzbeschreibung
2. Ablauf und Steuerungsbeschreibung
3. Parametrierung
4. Kantenverbindungen
1. Kurzbeschreibung
2. Ablauf und Steuerungsbeschreibung
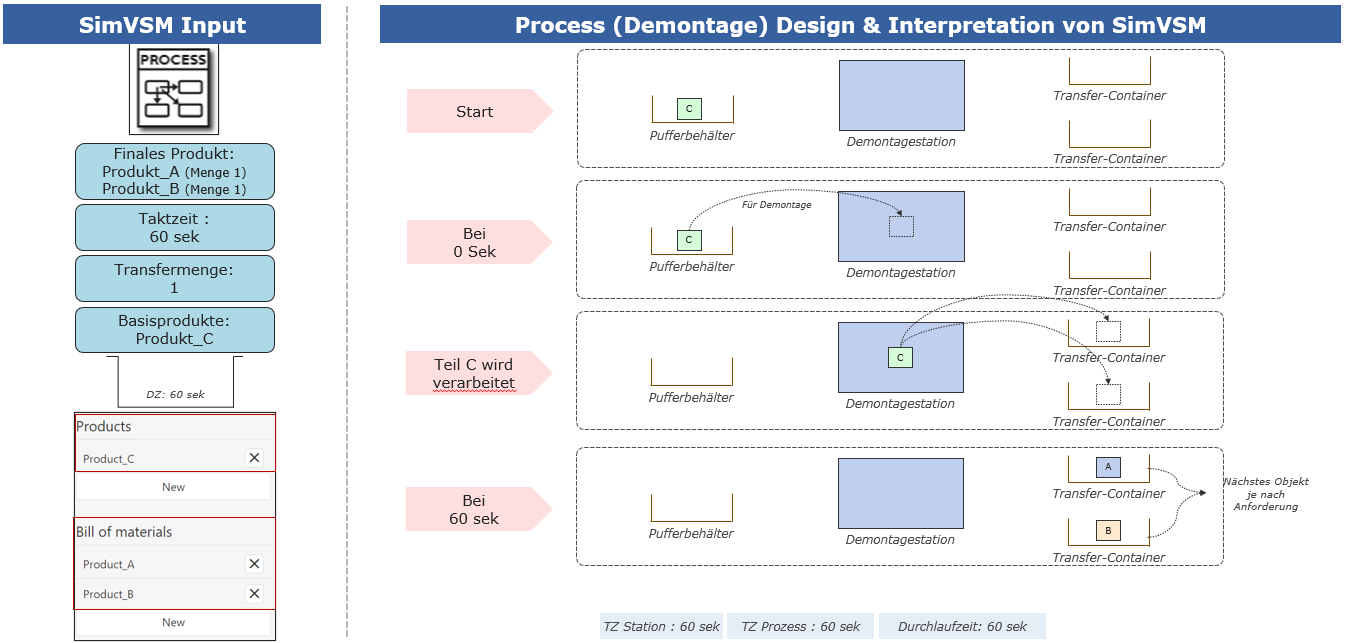
Abbildung 1 - Ablauf und Steuerungsbeschreibung

Abbildung 2 - Ablauf und Steuerungsbeschreibung
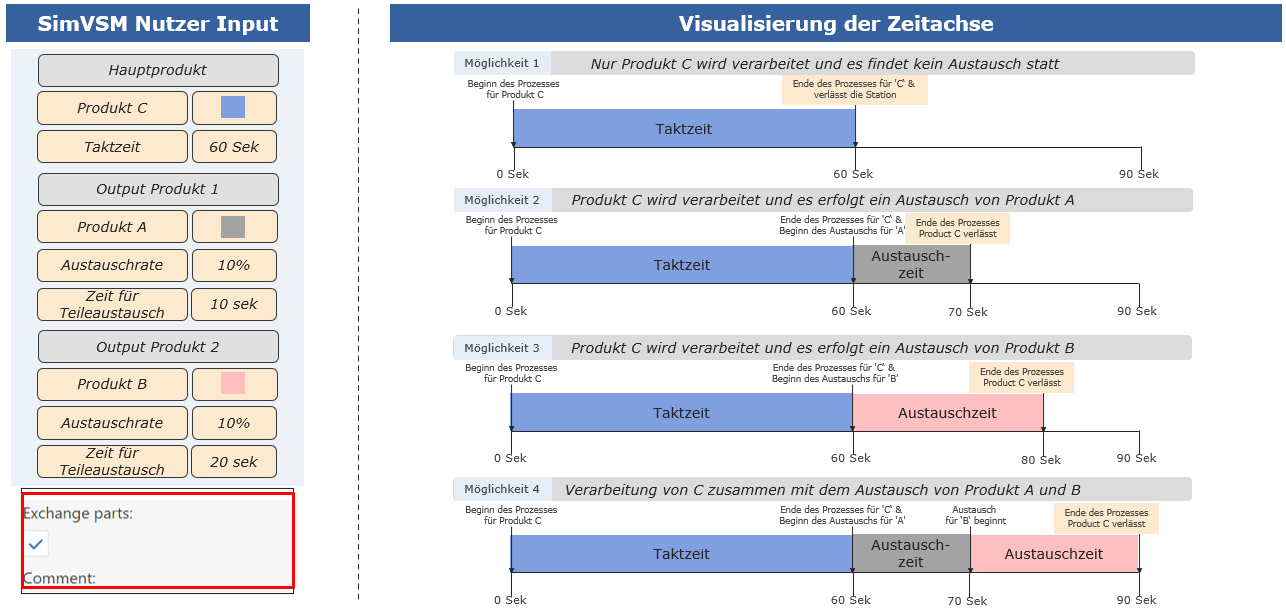
Abbildung 3 - Ablauf und Steuerungsbeschreibung
3. Parametrierung

Abbildung 4 - Prozess (Demontage)
|
Prozess Parameter
|
Erforderlich
|
Beschreibung
|
|
nein
|
Name des Objektes
|
Produkte
|
nein
|
Produkte des Objektes
|
Stückliste
|
nein
|
Stückliste des Objektes
|
|
nein
|
Festlegung, ob ein Prozess zur Wertsteigerung eines Produktes beiträgt
|
|
ja
|
Anzahl der zugewiesenen Mitarbeiter pro Prozess
|
Rüstzeit
|
ja
|
Benötigte Zeit, die ein Objekt braucht, um sich für ein anstehendes Produkt zu rüsten
|
Rüstmatrix anlegen
|
nein
|
Öffnet eine neue Ansicht, um eine Rüstmatrix zu definieren
|
|
ja
|
Zuverlässigkeit (in %), mit der ein Objekt ohne Störungen in Betrieb ist.
Prozentualer Anteil bezieht sich nur auf den Zustand Arbeitszeit (Maschine wird nicht während Ungeplant, Pausiert, Wartend oder Rüstend gestört).
|
MTTR
|
ja
|
Meantime to Repair: Benötigte Zeit um eine Störung zu beheben
|
|
ja
|
Logik nach der die Produkte das Objekt verlassen
Verfügbare Modi:
•Zyklisch (blockierend)
•Bei Nachfolger 1 beginnen (zyklisch, nicht blockierend, jede Prüfung mit Start bei 1. Nachfolger; entspricht etwa „Überlaufsteuerung“)
•Erster freier Nachfolger (zyklisch, nicht blockierend, Start bei letztem Nachfolger + 1)
•Geringste Belegung (geringste relative kapazitive Belegung; ohne Pausiert und Gestört-Anteile, gewichtet nach Zeit) |
|
nein
|
Zuweisung von Arbeits- und Ruhezeiten
|
|
nein
|
•true: Teile in Stückliste werden nur virtuell ausgetauscht. Pro eingehendem Teil wird für alle definierten Teile mit der Austauschrate gewürfelt, zusätzlich zur Ist-Zykluszeit des eingehenden Produktes auch die Zeit für einen Teileaustausches benötigt wird. Dieser zusätzliche Zeitbedarf wird pro Produkt in der Stückliste ermittelt bzw. gewürfelt. Pro eingehendem Produkt können somit mehrere Produkte aus der Stückliste zu einem erhöhtem Zeitverbrauch führen.
•false: das eingehende Teil wird in die Teile der Stückliste aufgesplittet. Austauschrate und Zeit für Teileaustausch wird dabei in der Stückliste ignoriert. |
|
nein
|
Benutzerdefinierte Notizen und Anmerkungen
|
Produkt Parameter
|
Erforderlich
|
Beschreibung
|
Produkt
|
ja
|
Produkt, welches bearbeitet werden soll
|
Ist-Zykluszeit
|
ja
|
Bearbeitungszeit des (eingehenden) Hauptproduktes; diese kann ggf. verlängert werden, wenn Teile virtuell ausgetauscht werden (Modus Teile austauschen true und Austauschrate sowie Zeit für Teileaustausch definiert)
|
|
ja
|
Wahrscheinlichkeit (in %), mit der Produkte als nicht brauchbar markiert werden. Ausgewählte Produkte werden nach der Bearbeitung sofort gelöscht.
Ein Teil ist am Ende einer Bearbeitung entweder Ausschuss oder Nacharbeit, d.h. ein zu vernichtendes Teil wird nicht in der Station auch nachgearbeitet ([Prozent-Gutteile +] Prozent Ausschuss + Prozent Nacharbeit)
|
Stückliste Parameter
|
Erforderlich
|
Beschreibung
|
Produkt
|
ja
|
Endprodukt nach der Demontage des eingehenden Hauptprodukts
Ein Produkt der Stückliste ist nur dann das Ausgangsprodukt/Endprodukt, wenn der Teile austauschen = false
Wenn Teile austauschen = true, dann werden nur virtuell Teile ausgetauscht -> Eingangsprodukte = Ausgangsprodukte
|
|
ja
|
Gesamtzahl der Ausgangsprodukte, die aus einem Hauptprodukt hergestellt werden
|
erzeugt aus Produkt
|
ja
|
Hauptprodukt, aus dem die Ausgangsprodukte hergestellt werden
|
Weitergabemenge
|
ja
|
Anzahl der Outputprodukte, die für den Transport zu einem nachgelagerten Prozess in einen Carrier verpackt werden
|
|
ja
|
Wahrscheinlichkeit des virtuellen Austauschs des Demontageprodukts.
Wird nur verwendet, wenn die Option Teile austauschen gewählt wurde.
Beim Austausch von Teilen findet ein virtueller Austausch an der Station statt und das Endprodukt ist dasselbe wie das Eingangsprodukt.
So kann z. B. während des Aufarbeitungsprozesses das Entfernen des alten Öls aus dem Motor als virtueller Austausch betrachtet werden, wobei das Entfernen des Öls als virtueller Austausch neben der Demontage des Motors betrachtet wird.
Input- und Output-Produkt sind dann identisch, nur der Austausch wird in der Simulationsstatistik registriert.
|
Zeit für Teileaustausch
|
ja
|
Zeit, die für den virtuellen Austausch eines Demontageprodukts benötigt wird.
Wird nur verwendet, wenn die Option Teile austauschen gewählt wurde.
Bei einem Austausch von Teilen findet ein virtueller Austausch an der Station statt und das Endprodukt ist dasselbe wie das Eingangsprodukt. Die virtuelle Austauschzeit wird zur Demontagezeit des Eingangsprodukts addiert.
|
|
4. Kantenverbindungen
siehe Kapitel Mögliche Verbindungen zu Objekten
© SimPlan AG - AG Hanau HRB 6845 - info@simplan.de - www.simplan.de