Das nachfolgende Kapitel beschreibt die statischen Kennzahlen, die automatisch für Prozess- und Kunden-Objekte ermittelt und unterhalb der Objektsymbole visualisiert werden.
Die Definitionen der einzelnen Kennzahlen können im Kapitel Berechnung statischer Kennzahlen nachgelesen werden.
Statische Kennzahlen für Prozess-Objekte:
Objekt |
Kennzahl |
Beschreibung |
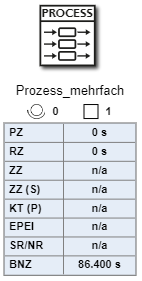
Abbildung 1 - Prozessobjekt |
PZ |
Gibt die Verweildauer eines Produkts innerhalb eines Prozesses an. Die KPI-Berechnung umfasst Zykluszeit, Transfermenge, Durchlaufzeiten (Prozess Durchlauf) und Stationskapazität (Prozess getaktet) |
RZ |
Bietet einen Überblick über die Zeit, die zum Rüsten der Maschine benötigt wird, wenn sich die zu produzierende Produktfamilie ändert. |
|
ZZ (Zykluszeit) |
Zeitintervall zwischen 2 austretenden Teilen aus einer Station innerhalb des Prozessobjekts. Beim Prozess(mehrfach) ist ZZ die Gesamtzykluszeit der Teile, die das Prozess (Mehrfach) Objekt als Ganzes verlassen, und nicht eine einzelne Station innerhalb des Objekts. |
|
ZZ(S) |
Relevant nur für Objekt Prozess (mehrfach). Gibt einen Überblick über die Zykluszeiten der einzelnen Stationen innerhalb des Prozess (mehrfach) |
|
KT (P) (prozessspezifischer Kundentakt) |
Liefert Informationen über die erforderliche Rate, mit der die einzelnen Prozesse Teile produzieren müssen, um die Kundennachfrage zu erfüllen. Abhängig von der Kundennachfrage, berechnet durch XPB entlang des Materialflusspfades -> individueller Bedarf pro Station und verfügbare Zeit im Schichtkalender |
|
EPEI (Every Part Every Interval) |
Zeigt an, wie lange ein Prozess braucht, um alle definierten Produkte (oder Produktvarianten) innerhalb eines Prozesses herzustellen. Sie gibt auch die Flexibilität eines Prozesses an, zwischen Varianten innerhalb eines Produktmixes zu wechseln. |
|
SR/NR |
Die Ausschussrate (SR) gibt Auskunft über den Prozentsatz der Teile, die nach der Bearbeitung in der Station verschrottet oder gelöscht werden. Die Nacharbeitsrate (RR) gibt Auskunft über den Prozentsatz der Teile, die sich als fehlerhaft erweisen und einer Nacharbeit unterzogen werden. Wenn Nacharbeit innerhalb der Station ausgewählt ist, erfolgt die Nacharbeit innerhalb der Station mit einer zusätzlichen Wartezeit für das Teil. Ist die Nacharbeit extern, werden die zu überarbeitenden Teile zu einer externen Nacharbeitsstation gebracht. |
|
BNZ |
Die Betriebsnutzungszeit (BNZ)) stellt die gesamte verfügbare Arbeitszeit des Prozessobjekts in Sekunden dar, ohne Berücksichtigung von ungeplanter Zeit (keine Schicht definiert) und Pausen (innerhalb von Schichten). Sie ist abhängig von der Eingabe des Schichtkalenders für das jeweilige Prozessobjekt (am Referenztag) und wird auf dieser Basis berechnet. |
Statische Kennzahl zu Kundenobjekt:
Objekt |
Kennzahl |
Beschreibung |
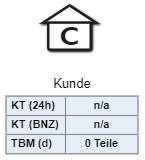
Abbildung 2 - Kundenobjekt |
KT (24h) (Kundentakt) |
Die durchschnittliche Taktzeit, mit der ein vorgelagerter VSM produzieren muss, um den durchschnittlichen täglichen (24-stündigen) Produktbedarf des Kunden zu decken. |
KT (BNZ) (Kundentakt) |
Die durchschnittliche Taktzeit, mit der ein vorgelagerter VSM produzieren muss, um den durchschnittlichen täglichen Produktbedarf des Kunden bei Bestellung innerhalb des Schichtkalenders (BNZ, Referenztag) des Kunden zu decken. Wenn beim Kunden ein 24-Stunden-Schichtkalender betrachtet wird, ist KT(BNZ) gleich KT (24h). |
|
TBM (d) |
Täglicher Bedarf, den der Kunde beim vorgelagerten VSM anfordert. TBM(d) ist abhängig von der verfügbaren Zeit, für die der Kunde auf der Grundlage des Schichtkalenders bestellt (Referenztag). |
© SimPlan AG - AG Hanau HRB 6845 - info@simplan.de - www.simplan.de