In diesem Abschnitt werden FAQs aufgelistet und beantwortet.
Inhalte des Kapitels
3. Warum laufen keine Teile durch das System?
4. Ist es möglich, Materialflussschleifen zu modellieren?
5. Warum müssen Teile zur Station / zum Inventar hinzugefügt werden?
1. Frage: Ist es möglich, die visualisierte Einheit der statischen KPIs von VSM-Objekten im Modellierungsbereich anzupassen?
Antwort: Ja: Mit folgender Einstellung in den globalen Einstellungen (--> Modellierung) können Sie zwischen der statischen Darstellung von Zeiteinheiten und der jeweiligen Umrechnung in die entsprechende Einheit wählen.

Mit der Einstellung statisch:
•Die Einheiten werden für zeitbezogene KPIs im gesamten Modell konstant sein.
•Für die Zeitachse werden wertschöpfende Zeiten wie Zykluszeiten von Prozessen in Sekunden dargestellt, nicht wertschöpfende Zeiten wie statisch berechnete Bestände oder Transportzeiten in Stunden (ähnlich wie bei wissenschaftlichen Arbeiten).
Mit Automatische Konvertierung in passende Einheit:
•Die Einheiten werden automatisch in die passende Einheit umgerechnet. Z.B. wird eine Zykluszeit von 60 Sekunden umgerechnet und als 1 Minute angezeigt.
2. Frage: Wie sehen die grundlegenden Modellierungsstrukturen für die Kombination von Material- und Informationsflüssen aus?
Antwort:
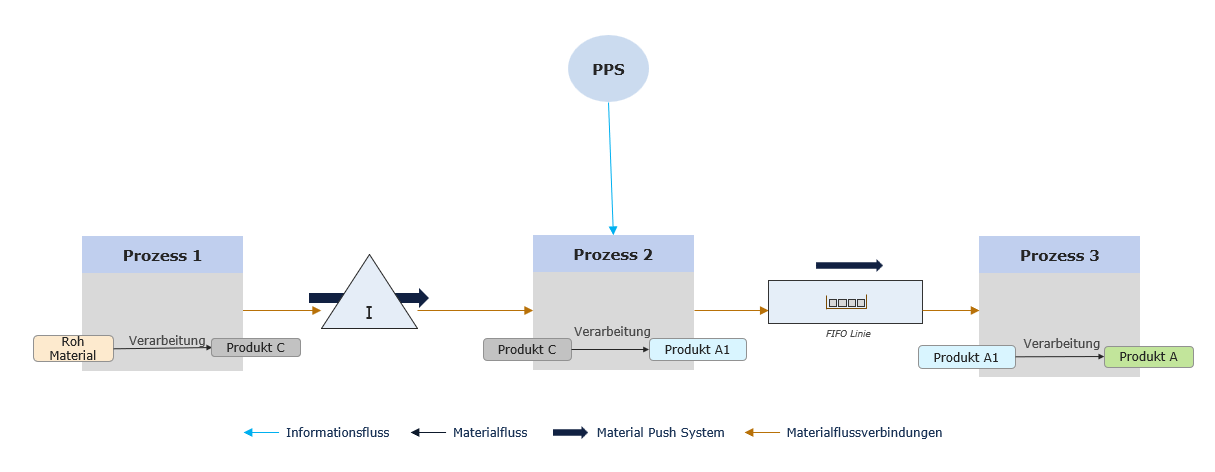
•Bei direkten Materialfluss-Push-Konstellationen ist kein Informationsfluss erforderlich oder erlaubt:
oBei FIFO-Strecken zwischen Objekten muss das nachgelagerte Objekt oder der nachgelagerte Prozess nicht informationsfluss- oder kanban-flussgesteuert sein.
oDie nachgelagerte Station funktioniert auf der Grundlage der über die FIFO-Spur eingehenden Teile.
oIm Grunde werden die Teile zu den nachgelagerten Prozessen geschoben. (FIFO, interner Transport und Prozess-zu-Prozess-Verbindungen funktionieren ähnlich).

•Informationsfluss für die Entnahme von Teilen aus dem Bestand:
oJedes Objekt, das Materialinformationen aus dem Bestand entnimmt, erfordert einen obligatorischen Informationsfluss vom PPS.
oProzess 2 Informationsfluss gesteuert, Prozess 3 mit direktem Materialfluss durch FIFO zu Prozess 3.
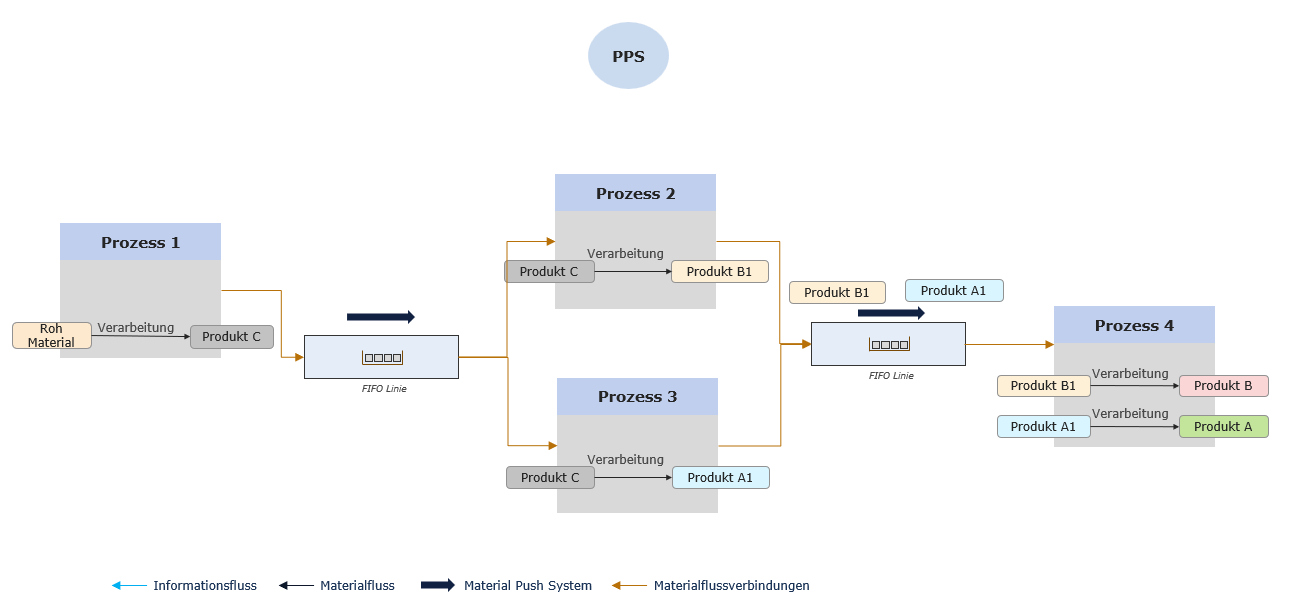
•Parallele Prozesse mit gemeinsamer FIFO-Linie:
oParallele Prozesse, die über eine gemeinsame FIFO-Linie verbunden sind, sind ebenfalls nicht informationsgesteuert und werden aufgrund des Vorhandenseins der FIFO-Linie als Push-System betrachtet.
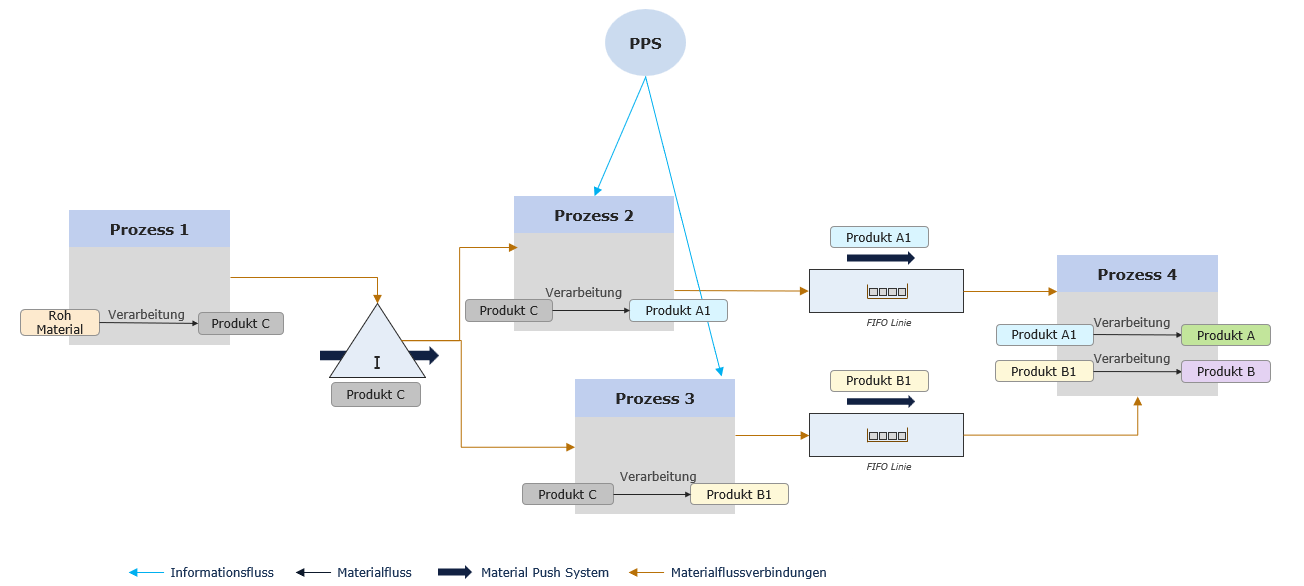
•Parallele Prozesse mit gemeinsamem Inventar:
oParallele Prozesse, die mit einem gemeinsamen Bestand (oder ihrem eigenen) verbunden sind, erfordern eine individuelle Informationsflusseingabe für jeden Prozess, um Teile aus dem Bestand zu entnehmen.
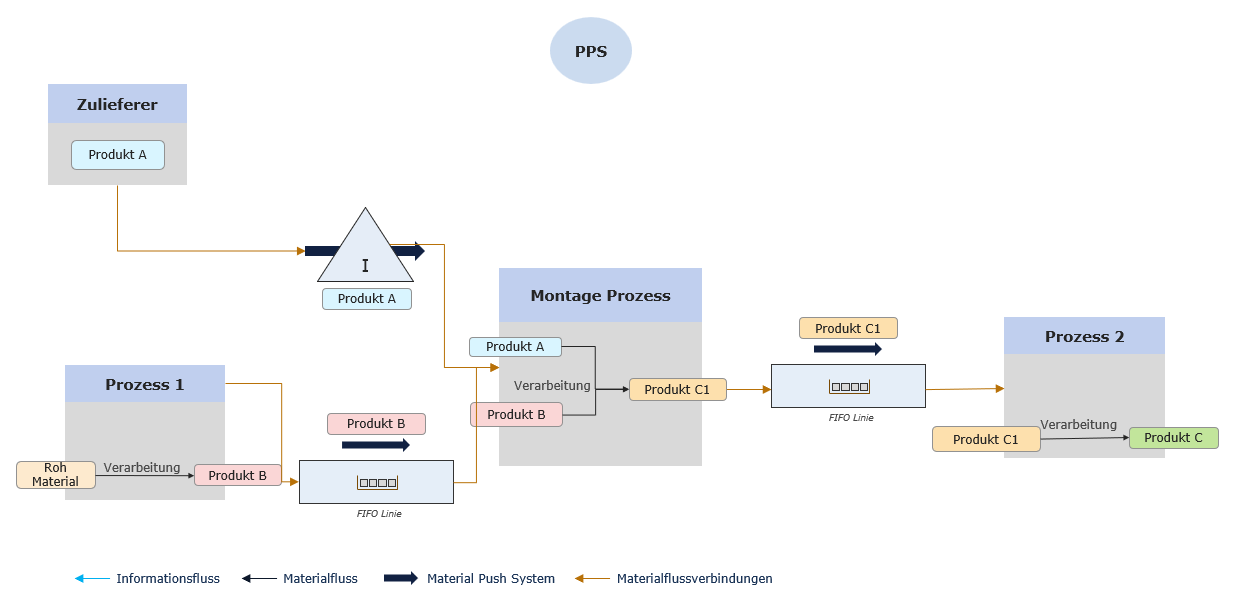
•Montageprozess - Teileentnahmeprozess mit Inventar:
oEin Informationsfluss zum Montageprozess ist erforderlich, um eine Auftragseingabe zu liefern und dadurch benötigte Teile aus 2 Beständen für 2 verschiedene Objekte zu entnehmen.
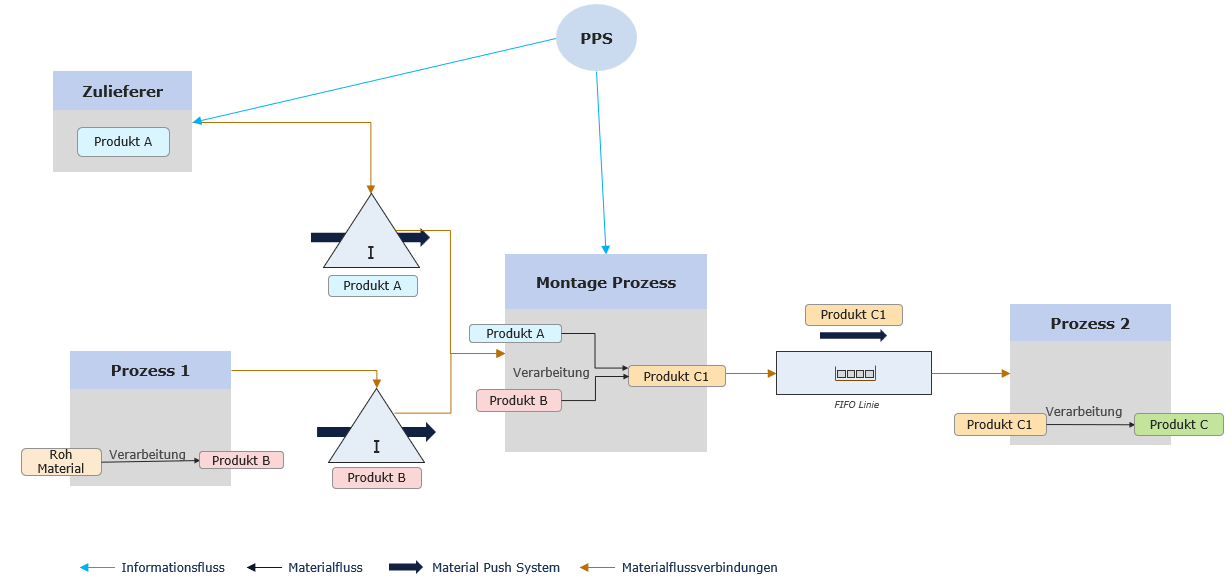
•Montageprozess - Teileentnahmeprozess mit mindestens 1 FIFO-Objekt:
oMit dem Vorhandensein einer FIFO-Linie ändert sich das Szenario mit dem Montageprozess.
oEs ist kein Informationsfluss vom PPS erforderlich, um einen Auftrag über die zu verarbeitenden Teile zu erteilen.
oMit einer FIFO-Linie werden die Reihenfolge und der Ablauf festgelegt, und es ist kein Informationsfluss erforderlich, um Teile aus dem Inventarobjekt zu entnehmen.
oBasierend auf den Aufträgen aus dem FIFO wird die erforderliche Menge des Basisprodukts aus dem Bestand durch den Montageprozess entnommen.
3. Frage: Warum laufen keine Teile durch das System?
Antwort:
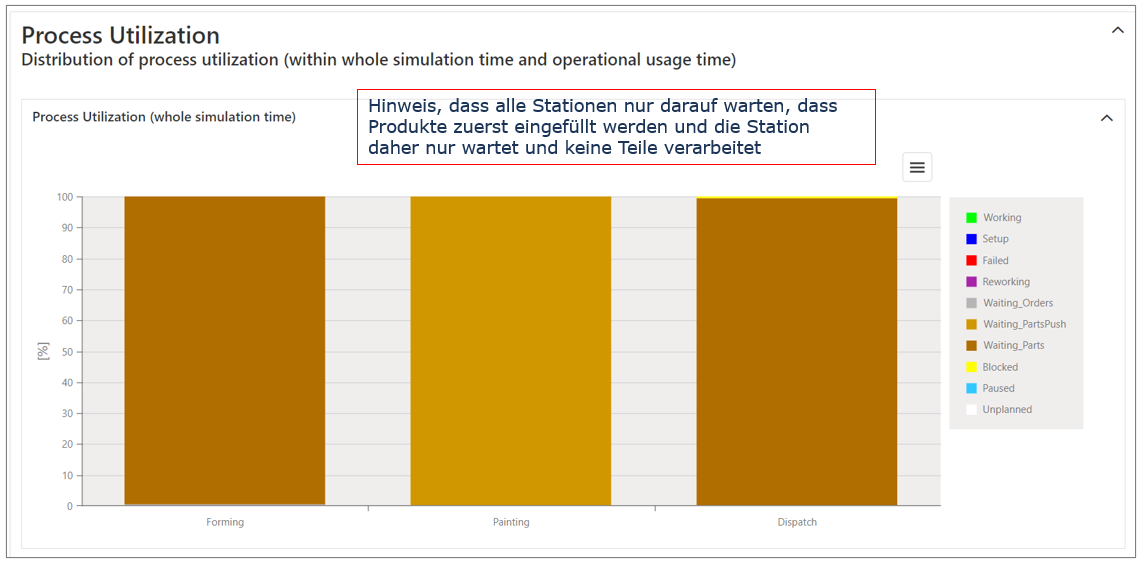
•Prozessauslastungsstatistiken:
oMöglicherweise warten Stationen auf Basisteile oder auf Aufträge (oder neue Auftragseingänge).
oWenn eine Station auf ein Produkt wartet, prüfen Sie den Produktvorrat im Vorfeld.
oFalls alle Basisprodukte im Lager benötigt werden, um einen Auftrag zu starten, könnte dies zu dem Effekt beitragen (z. B. Auftragsgröße von 1000, derzeit nur 100 verfügbar).
oWenn eine Station auf Aufträge wartet, ist die Station grundsätzlich zu schnell für die eingehende Auftragsmenge (evtl. Auftragsmenge beim Kunden erhöhen).
Möglichkeit von Prozessen, die auf Teile oder Aufträge warten

Prüfung auf Prozessauslastung
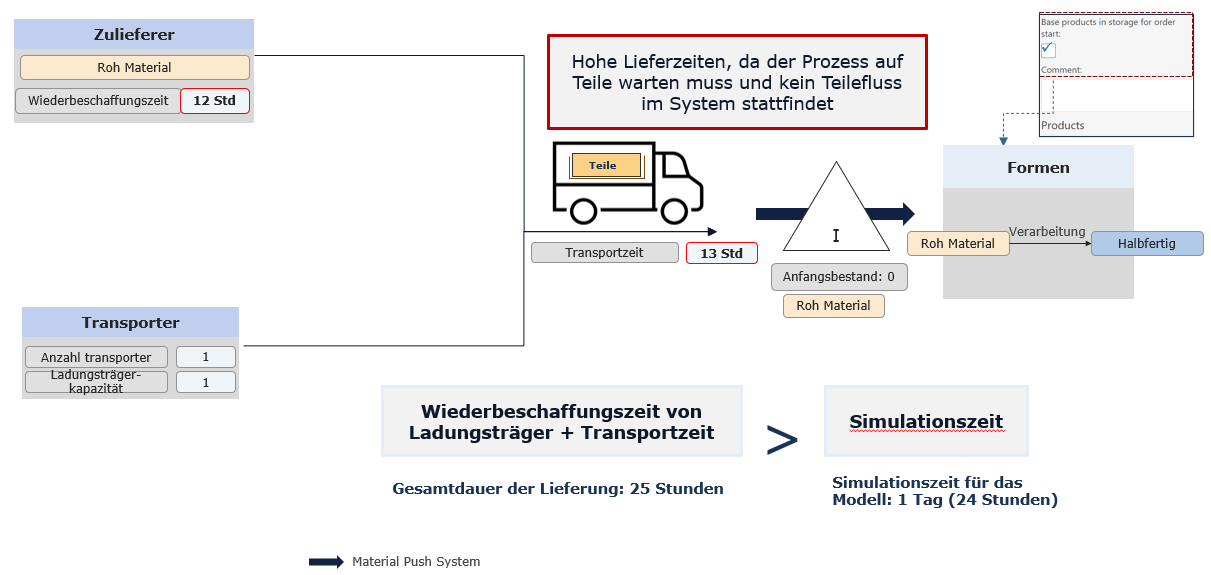
•Überprüfung der Eingabeparameter beim Lieferanten:
oEine eventuelle hohe Wiederbeschaffungszeit oder Transportzeit vom Lieferanten zum Prozess hat Auswirkungen auf die am ersten Lager/Prozess verfügbaren Teile.
oIm folgenden Beispiel beträgt die Wiederbeschaffungszeit (Mindestbearbeitungszeit für eine zu bearbeitende Träger-/Verpackungsmenge beim Lieferanten) 12h und die anschließende Transportzeit 13 [h].
oBei einer Simulationszeit von 1 Tag werden während des Simulationszeitraums keine Teile am ersten Lager/Prozess "ankommen".
Möglicherweise hohe Transport- und Lieferzeiten, welche die Simulationszeit überschreiten
4. Frage: Ist es möglich, Materialflussschleifen zu modellieren?
Antwort:
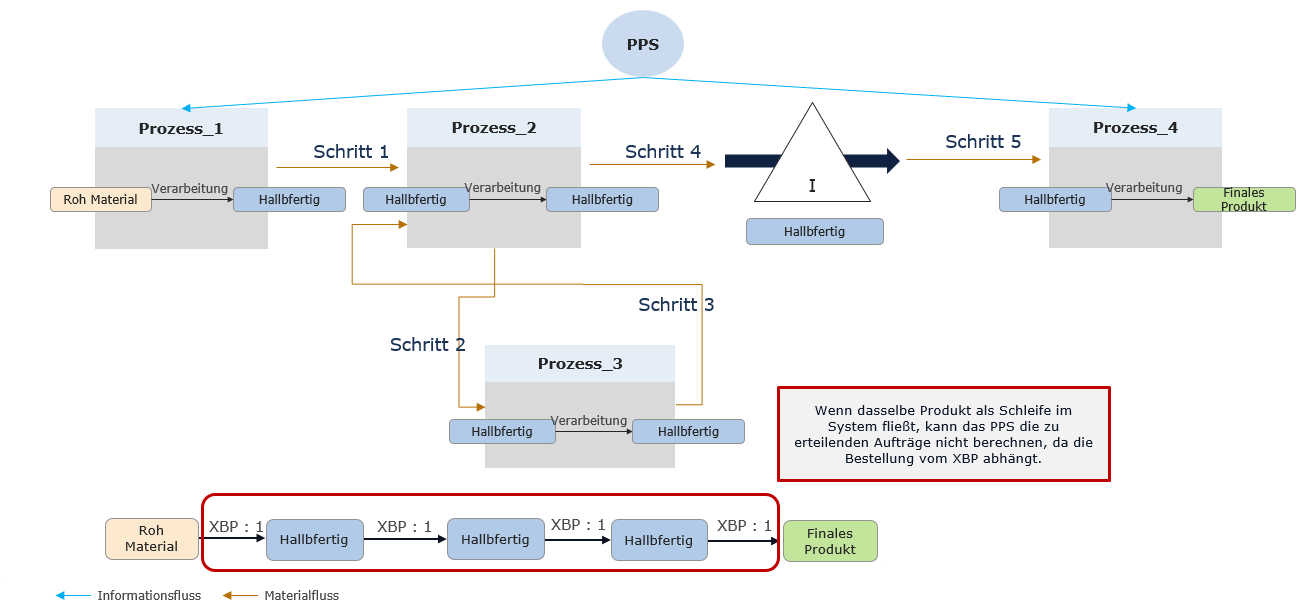
•Es ist nicht möglich, Schleifen für Prozesse mit gleichen Produktdefinitionen zu modellieren.
•Das liegt daran, dass PPS die Bestellmengen stromaufwärts berechnet, beginnend beim Kunden und weiter durch alle informationsgesteuerten Prozesse bis zum Lieferanten.
•Wenn dasselbe Produkt in einer Schleife fließt, ist PPS (oder der Materialbedarfsalgorithmus) nicht in der Lage zu bestimmen, wie oft eine Schleife zu berücksichtigen ist, sowie Aufträge zu berechnen und Informationen vorgelagert bereitzustellen.
•Dies wird durch das Backend-Modell des Simulators überprüft.
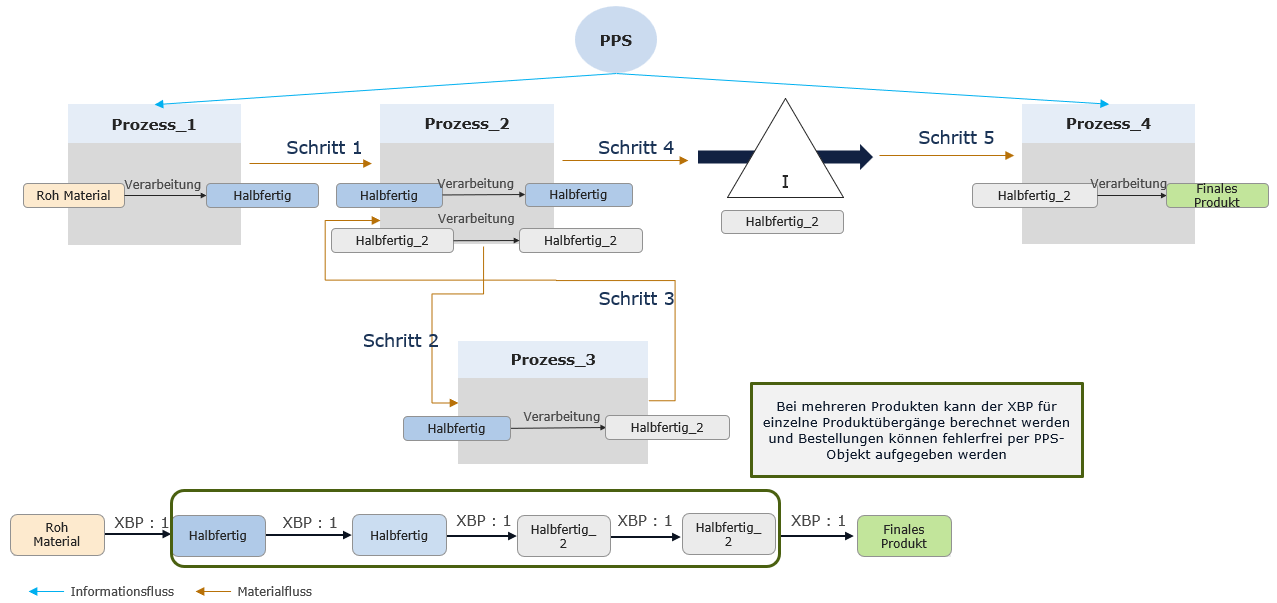
•Eine Abhilfe könnte darin bestehen, Produkte (Produktübergänge) so zu definieren, dass entlang des Produktgraphen die Reihenfolge der Produkte entlang der Stationen korrekt ist.
Bestellung von Teilen durch PPS auf der Grundlage von XBP und verfügbaren Beständen
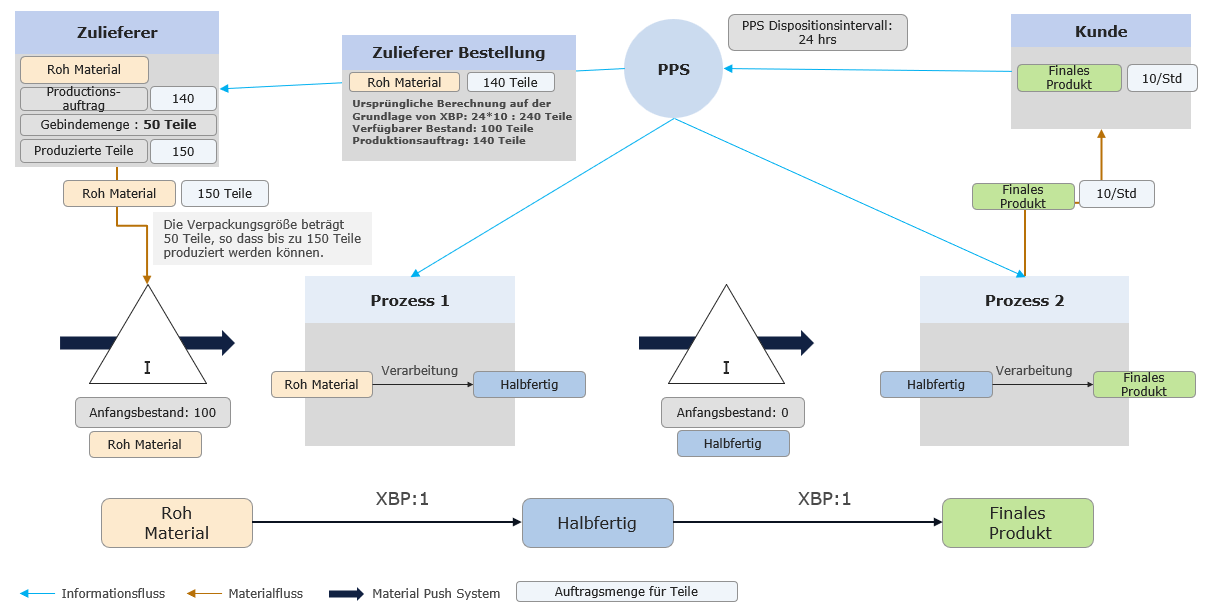
Es ist nicht möglich, eine Schleife für dasselbe Produkt im System zu haben
Umgehung mehrerer Produktdefinitionen zur Behebung des XBP-Problems
5. Frage: Warum müssen Teile zur Station / zum Inventar hinzugefügt werden?
Antwort:
•Aufgrund des simulationsorientierten Hintergrunds ermöglicht SimVSM eine genauere Modellierung der Produktflüsse mit spezifischen Produktdefinitionen für VSM-Objekte.
•Mit Produktdefinitionen ist es nicht nur möglich, mehrere verschiedene Produkte pro Station zuzuordnen, sondern es können auch mehrere Produktübergänge im gesamten System abgebildet werden (anstelle einer aggregierten Produktfamilie im herkömmlichen statischen VSM)
•Jedes Produkt hat spezifische Attribute (wie z.B. Zykluszeit, Ausschuss, etc.), daher ist eine individuelle Produktdefinition mit Schlüsselparametern erforderlich.
•Mit der Produktzuordnung kann auch die Materialflussroute durch divergierende/konvergierende Systeme definiert werden.
•Die Statistiken im Ergebnisbereich sind an die Produktdefinition gebunden (z. B. Durchsatz oder Lagerbestände).
Produktfluss und Übergang - "Multiprodukt-Definition"

Produktfluss und Übergang - "Multiprodukt-Definition"

© SimPlan AG - AG Hanau HRB 6845 - info@simplan.de - www.simplan.de